In Sheet Metal Operations The Volume Of Material Reduced Significantly
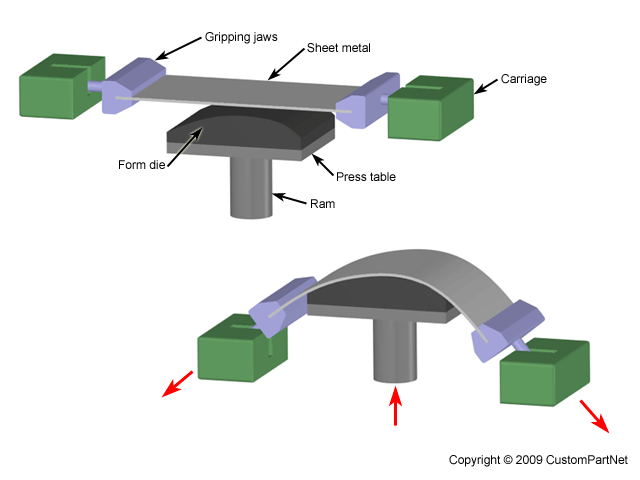
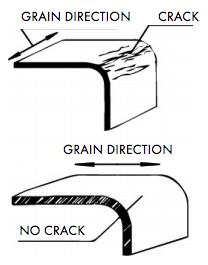
Sheet Metal Forming
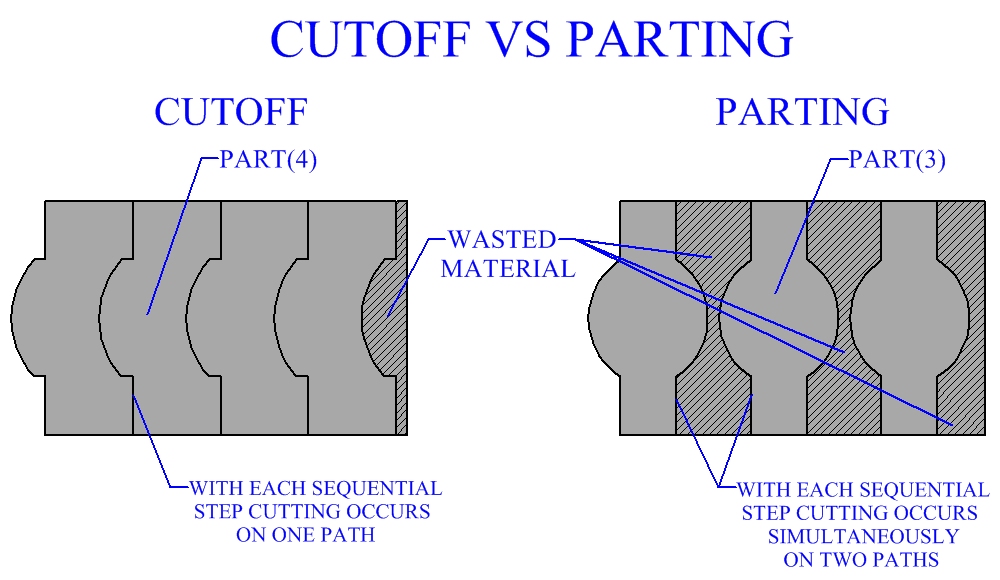
Sheet Metal Cutting
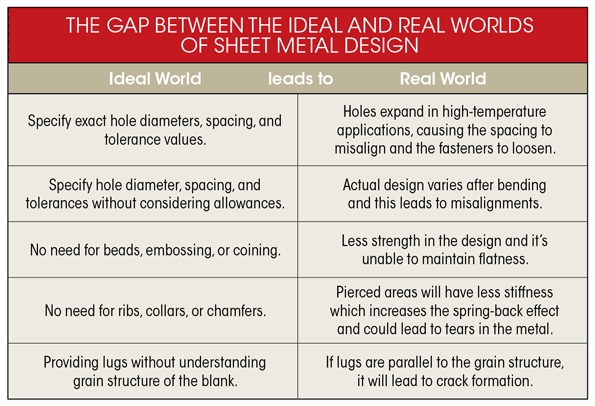
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Forming An Overview Sciencedirect Topics

Yield Improvement Opportunities For Manufacturing Automotive Sheet Metal Components Sciencedirect

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

The choice of materials depends on the requirements of the application and factors in material selection include formability weldability corrosion resistance strength weight and cost.
In sheet metal operations the volume of material reduced significantly.

Pin By Johnhoyle On Get A Grasp On Finding A Good Steel Agent By Reading These Tips Hydraulic Systems Simple Website Job Shop

Sheet Lamination An Overview Sciencedirect Topics

Realistic And Working Service For Metal Fabrication By Nw Construction Posts By Ella Johnson Sheet Metal Fabrication Metal Fabrication Sheet Metal
Metals Free Full Text Incremental Forming Of Titanium Ti6al4v Alloy For Cranioplasty Plates Decision Making Process And Technological Approaches Html

One Of The Profits Of Getting Low Cost China Injection Mold Tooling Is Assembling Expenses Injection Moulding Plastic Injection Molding Mould Design

Pin On Welding Infografika Po Svarke
What Is Metal Stamping Esi Engineering

Mechanical Fastening Sciencedirect

Pin By Bennieagui On The Ultimate Method In Locating The Best Steel Components Contractor In Your City Sheet Metal Fabrication Metal Fabrication Steel Material

Stack Mould Is Widely Used For High Production Volume Products Application Of Stack Mold Can Increase Output Efficiency Signi With Images Molding Injection Moulding Stack

How To Bend Sheet Metal 13 Steps With Pictures Wikihow
Https Www Jstor Org Stable 24950486

Pin On If You Are Looking For The Right Steel Channel Builder You Must Try These Tips

Automotive Lightweight Materials Market In 2020 Marketing Material Automotive

Cerium Oxide Holds The Largest Market Share Among The Rare Earth Metals Market 2018 Marketing Metrics Green Technology Share Market

Pin By Bob Vieracker On Factory Ideas Sound Proofing Acoustic Wall Acoustic Wall Panels

3 Metals And Non Metals Chemistry Help Chemical Science Chemistry
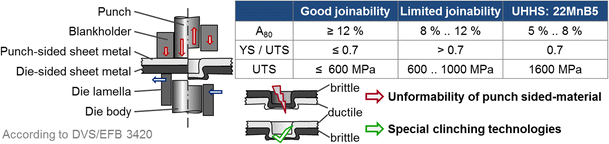
Mechanical Properties Of An Innovative Shear Clinching Technology For Ultra High Strength Steel And Aluminium In Lightweight Car Body Structures Springerlink
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq81ootmhxnlr3lvpfm7d7xlzrlghmeu Tjjk6rosfowmtol6w Usqp Cau

Cooling Tower Description With Schematic Diagram Cooling Tower Tower Engineering

3d Printing Blog Page 2 Of 5 Zabfab Manufacturing 3d Printing Product Development Process Prints

What Is Ceramic Pcb Printed Circuit Boards Printed Circuit Board Circuit Board

Pin De Prototek Manufacturing En Precision Sheet Metal Fabrication Pics Pinterest

Non Ferrous Metal Alloy Vacuum Furnace Smelting Non Ferrous Metals Vacuums Furnace
Source : pinterest.com
